Известно, что гребной винт имеет достаточно сложную технологию изготовления, связанную с тонкой механической обработкой и точной пайкой лопастей. Еще больше проблем у моделистов, выступающих в классах FSR, F3,— им приходится вытачивать винт из стальной болванки или отливать в специальной форме. Разумеется, начинающим спортсменам такие операции оказываются не по силам. Поэтому мы предлагаем свою технологию выполнения гребных винтов и крыльчаток, опробованную и успешно испытанную в нашем кружке. Она предельно проста и в то же время позволяет очень точно выдержать геометрию винта при любых заданных параметрах.
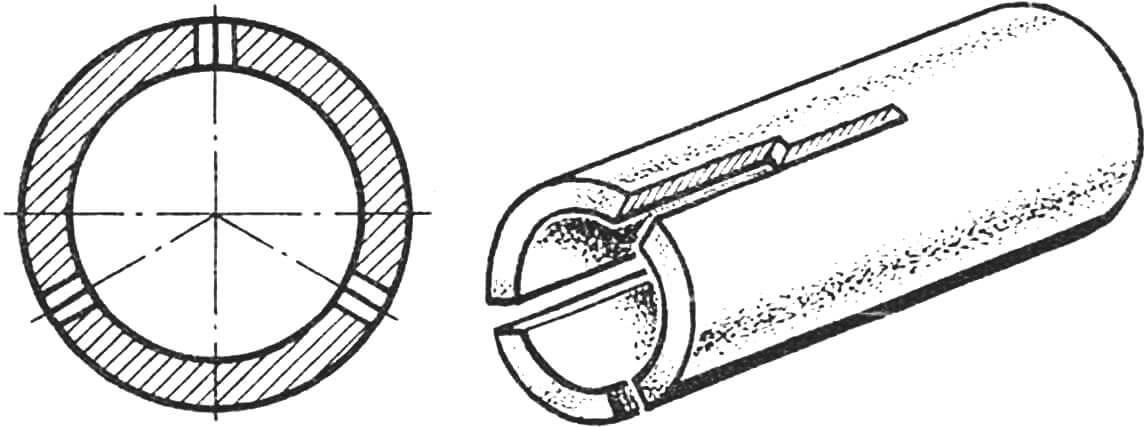
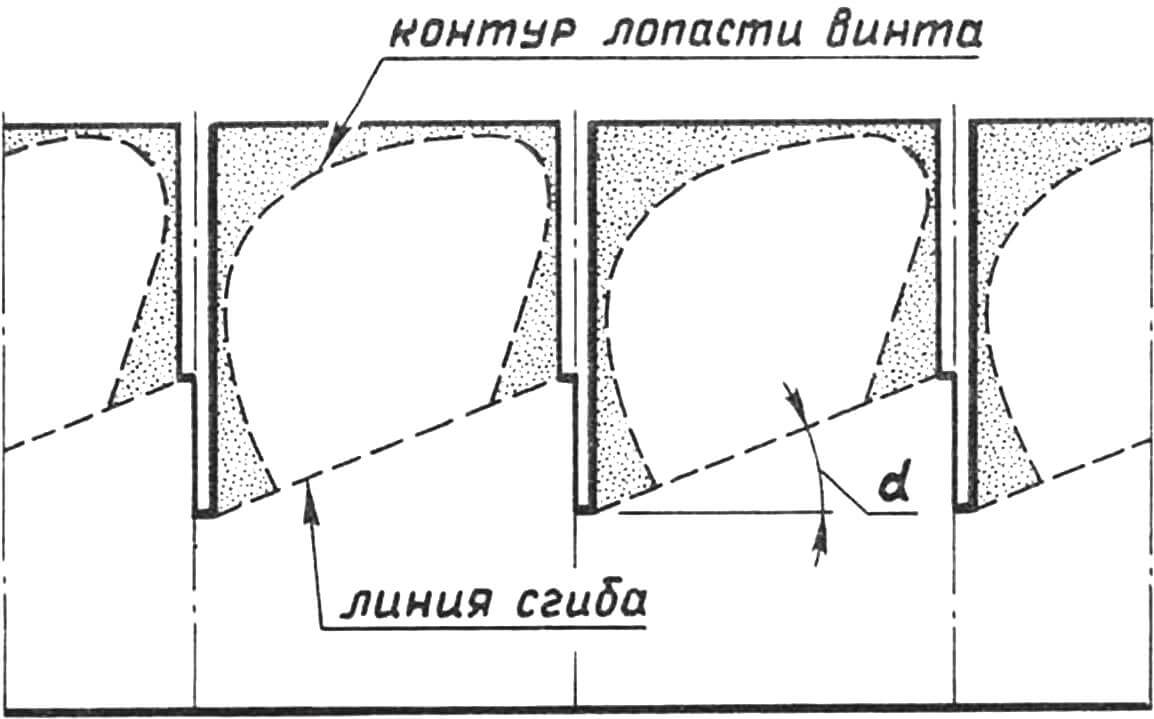
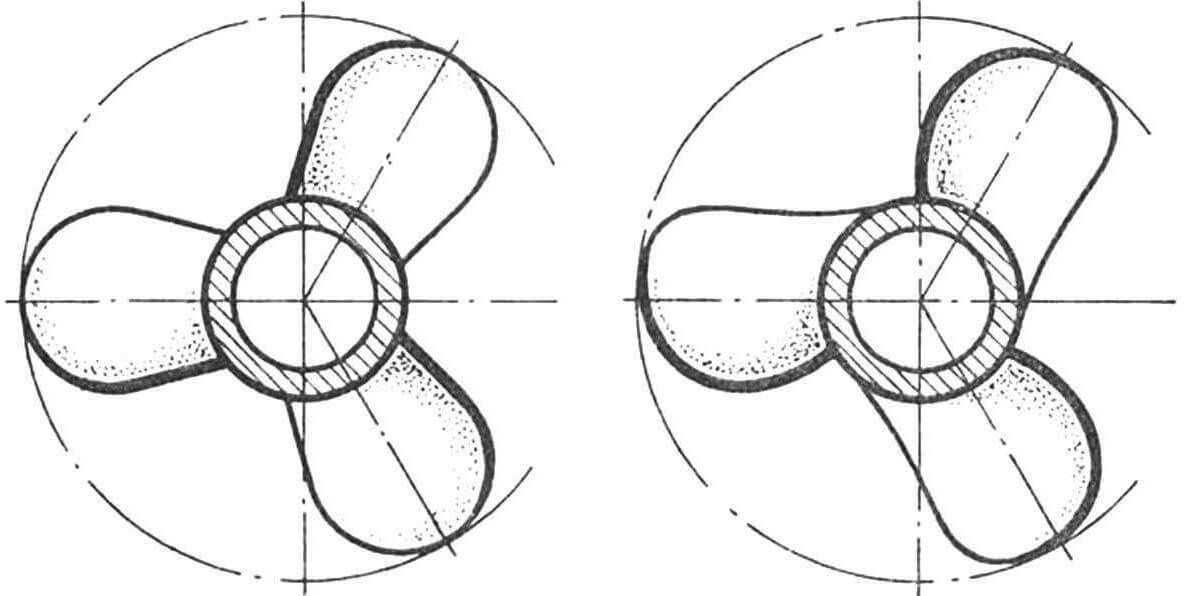
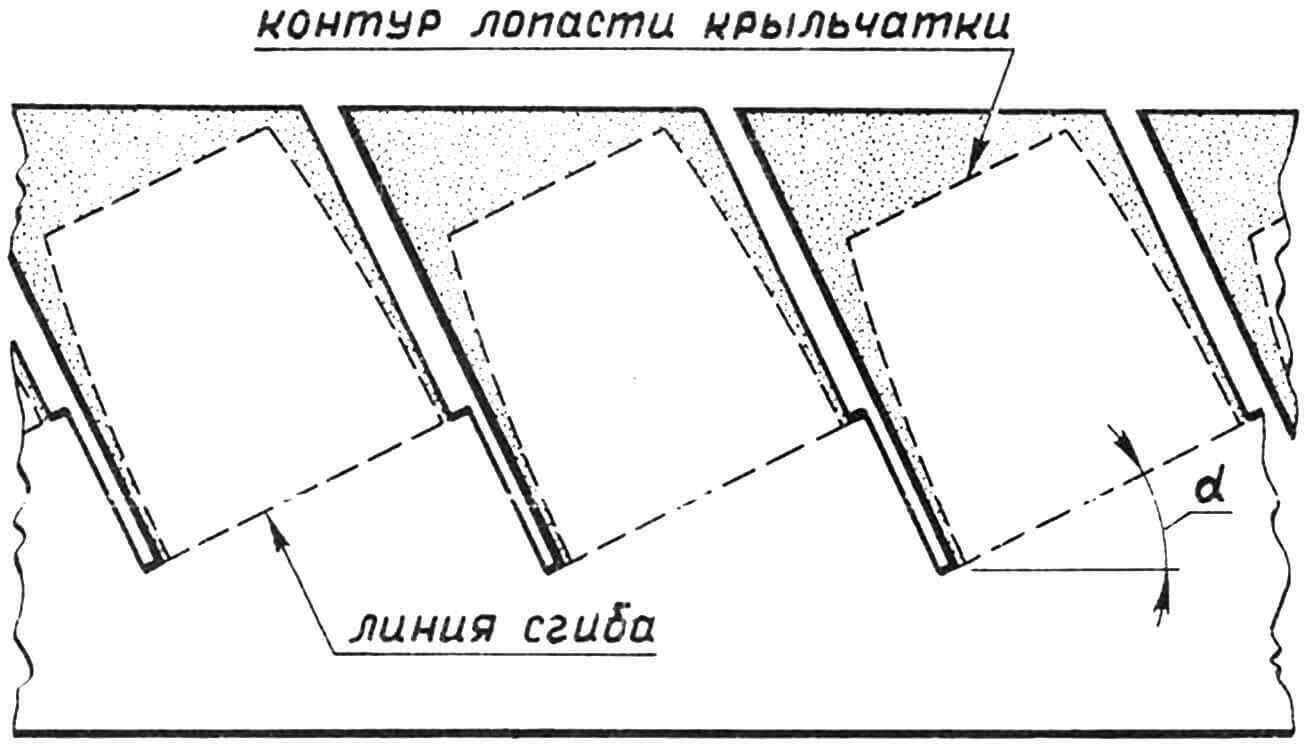
Суть нашего предложения в следующем. Прежде всего надо подобрать заготовки — толстостенные стальные или латунные трубки — такие, чтобы внутренний диаметр позволял нарезать резьбу под концевик гребного вала, а внешний соответствовал диаметру ступицы. Затем трубку размечают, исходя из заданных условий: числа лопастей, шага и т. п. С торца выполняют продольные пазы — так, как это показано на рисунке. Лопасти обрабатывают после их отгиба.
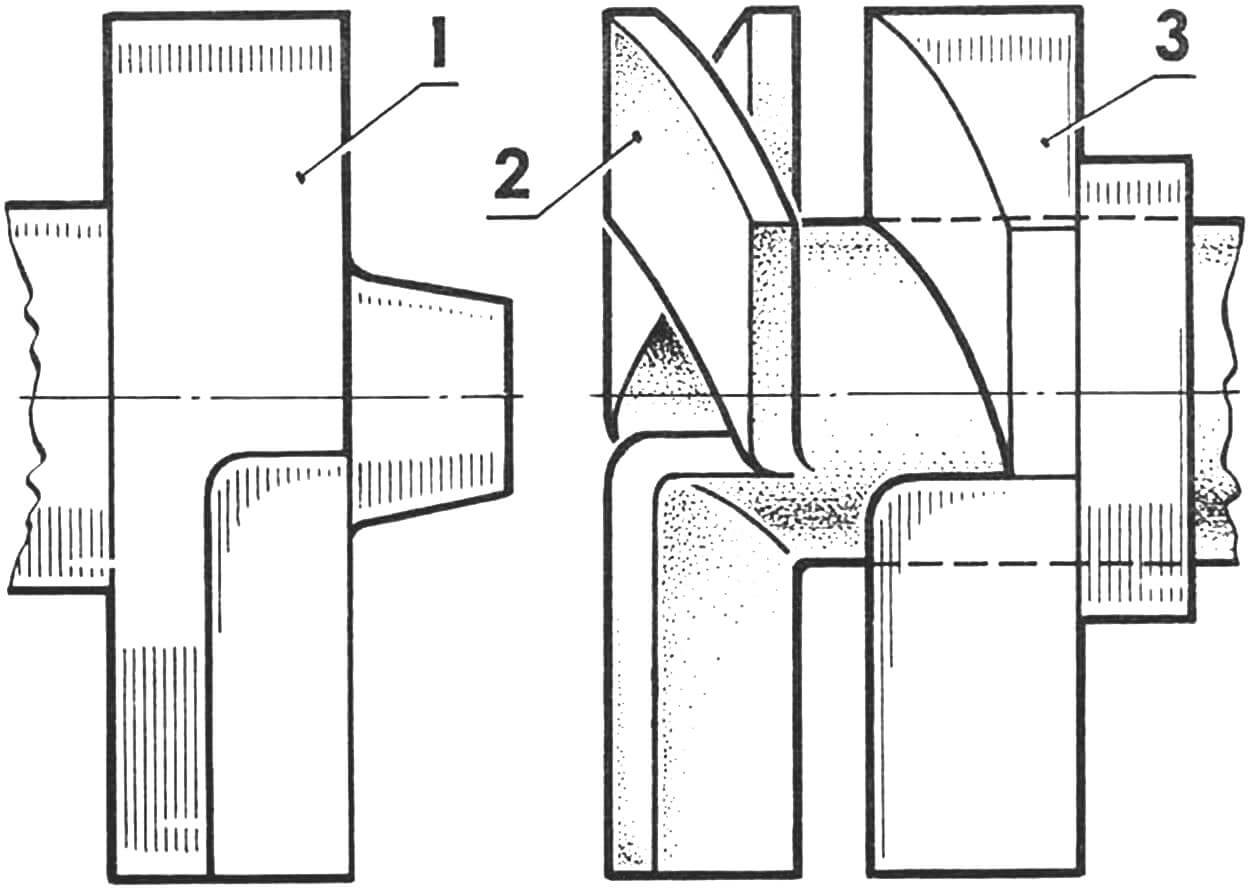
1 — кондуктор-пуансон, 2 — заготовка винта, 3 — упорный кондуктор-матрица.
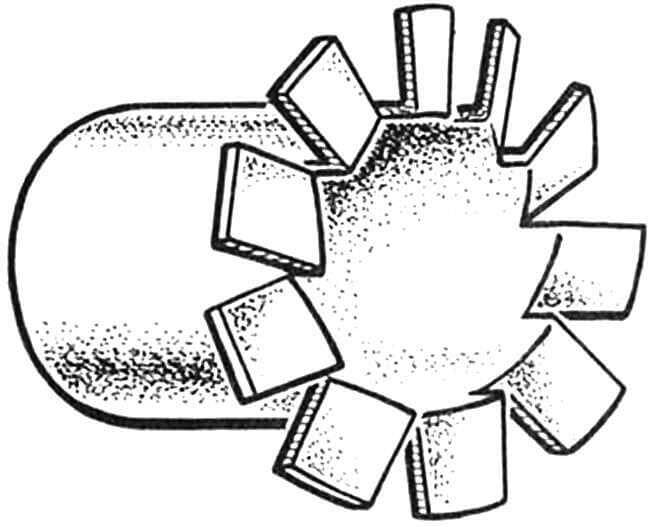
Продольные пропилы могут быть выполнены не параллельно оси трубки, а под углом — тогда винту придается «саблевидность».
Если потребность в гребных винтах будет довольно большой, то можно ускорить процесс их изготовления благодаря применению специальных кондукторов. Последние представляют собой своеобразные матрицу и пуансон. Упорный кондуктор («матрица») надеваются на трубку-заготовку, а подвижный («пуансон») производит отгиб лопастей по заранее обработанной поверхности. Последнюю можно подготовить таким образом, чтобы при необходимости придать лопастям крутку — вручную это будет сделать непросто. Кстати, изготовление винтов с помощью кондукторов можно рекомендовать и промышленным предприятиям.
Аналогичным образом изготавливают и крыльчатки — например, для вентиляторов. Следует отметить, что оснастка для их выпуска весьма проста и может быть налажена параллельно с производством винтов.
Ю. БЕЛОШЕНКО, преподаватель кружка, г. Антрацит, Луганская обл.
Рекомендуем почитать
 «КУД-КУДА» НА МИКРОСХЕМЕ
«КУД-КУДА» НА МИКРОСХЕМЕ
Обучить электронику кудахтать пытались многие. Зачем? Чтобы использовать столь необычный имитатор в устройствах сигнализации, игровых автоматах, часах, оригинальных детских игрушках. В... МОДЕРНИЗАЦИЯ ОТВЕРТКИ
МОДЕРНИЗАЦИЯ ОТВЕРТКИ
Ввинчивание шурупов в твердый материал доставляет немало хлопот. Достаточно лишь чуть-чуть наклонить отвертку, как та срывается, срезая подчас шлиц шурупа. Избежать этой неприятности...