Устроены настольные прокатные вальцы следующим образом. Основание, верхняя плита и две боковые стойки изготовлены из толстого стального бруса. С помощью четырех винтов М10 и четырех болтов М10 они соединяются в прочный несущий остов-клеть. Верхний и нижний валики выточены из стального прутка d 50 мм и закалены для получения высокой поверхностной твердости. Бронзовые втулки-подшипники нижнего .валика монтируются в отверстиях стоек, а верхнего — в ползунах, имеющих возможность перемещаться по вертикальным направляющим пазов стоек. Снизу ползуны поджимаются небольшими пружинами, стремящимися раздвинуть валики, сверху их ход ограничивают упоры, установленные в резьбовых отверстиях верхней плиты. Синхронный поворот обоих упоров, необходимый для параллельно то перемещения верхнего валика, обеспечивается зубчатой передачей, смонтированной на верхней плите остова. Ее образуют широкое зубчатое колесо регулятора, свободно установленное на запрессованную в центре плиты ось, и две узких шестерни, посаженные через шпонки на хвостовики упоров. Поворотом ручки, закрепленной на центральном колесе, можно изменять положение упоров и вместе с тем величину рабочего зазора.
Во вращение валики приводятся ручкой, надеваемой на квадратный хвостовик нижнего валика. Верхнему вращение передается с помощью зубчатой передачи. Это не только делает работу валиков более эффективной, но и позволяет использовать конструкцию для резки листового металла с помощью насаженных на их оси дисковых ножей.
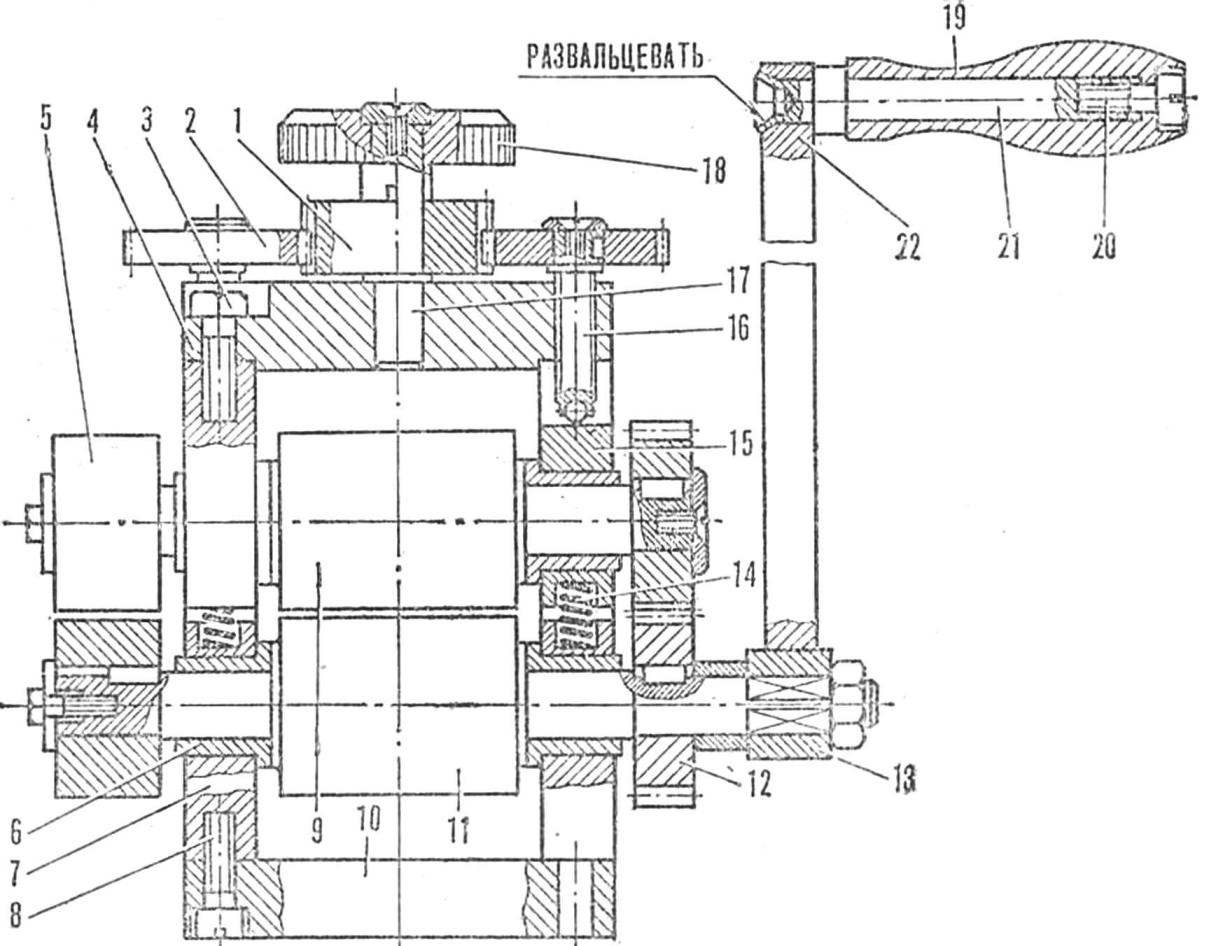
Рис. 1. Устройство универсальных прокатных вальцов:
1 — шестерня регулятора (m =1, Z = 50), 2 — шестерня резьбоного упора (m = 1, Z = 50), 3 — болт М10 (4 шт.), 4 — верхняя плита, 5 — сменный инструмент: фасонные валики, дисковые ножи, 6 — подшипник скольжения (бронза), 7 — стойка (сталь 20), 8 — винт М10 (4 шт.), 9 — верхний валик (сталь 40Х), 10 — основание (сталь 20), 11 — нижний валик (сталь 40Х), 12 — шестерня валика (сталь 40Х, m = 2, Z = 25), 13 — втулка, 14 — пружина, 15 — ползун верхнего валика (сталь 20), 16 — резьбовой упор (сталь 40Х), 17 — ось шестерни регулятора, 18 — ручка регулятора, 19 — рукоятка, 20 — винт М8, 21 — рукоятки, 22 — ручка вальцов.
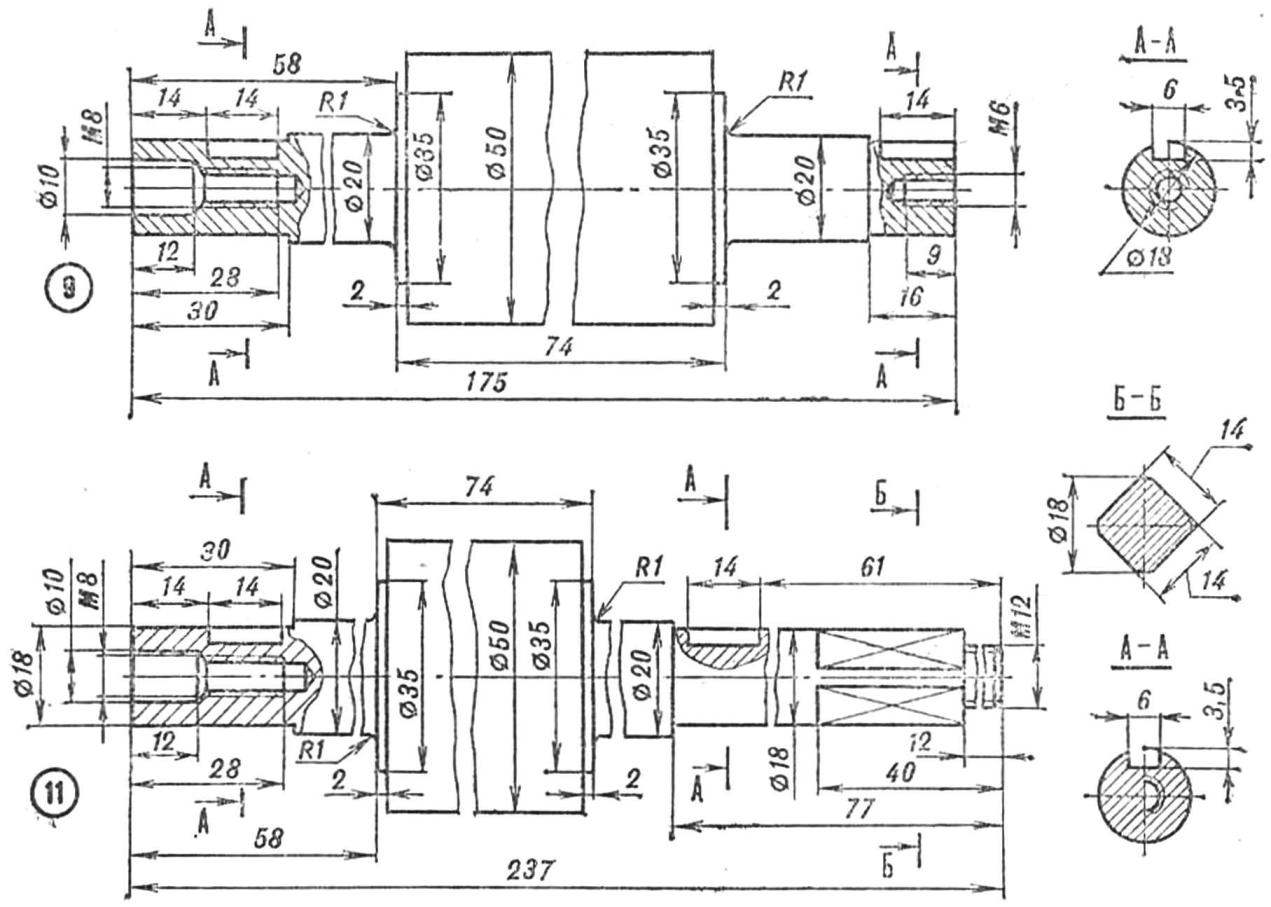
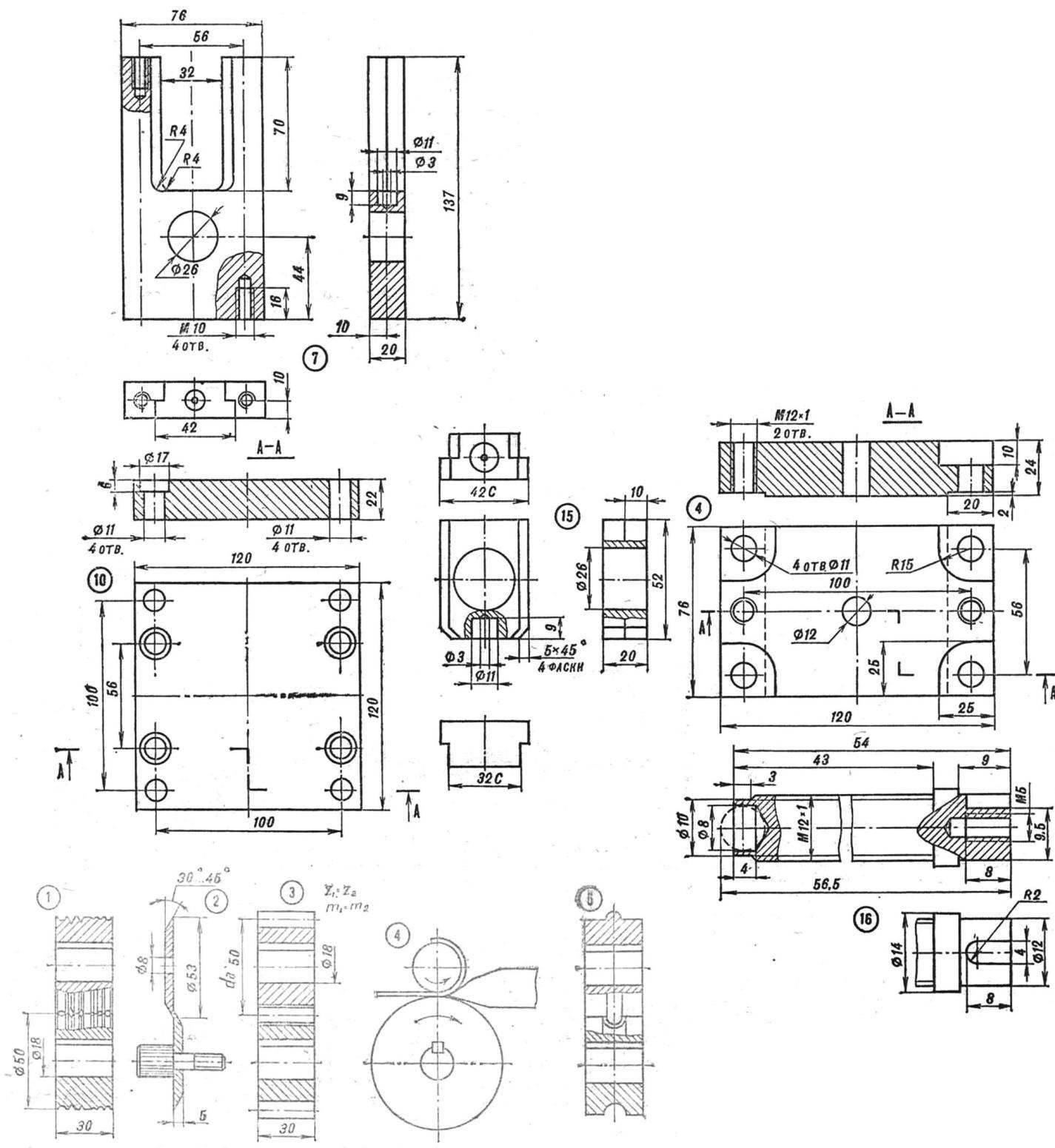
Рис. 2. Дополнительный сменный ииструмент вальцев:
1 — фасонные валики, 2 — дисковые ножи, 3 — зубчатые валики, 4 — набор для свертывания заготовки в кольцо (цилиндр), 5 — валики для рихтовки.
Сборка вальцов заключается в соединении элементов остова и параллельной установке валиков. Для выполнения дополнительных операций , разбирать станочек не потребуется: инструменты быстро крепятся консольно на хвостовиках осей валиков. Для этого в них предусмотрены осевые отверстия с резьбой М8, а снаружи — шпонки для передачи вращения. Там же крепятся на резьбовых оправках и дисковые ножи. Если требуется отрезать полоску шириной более 35 мм, используют удлиненную оправку, которая отдалит ножи от стойки на большее расстояние.
Рекомендуем почитать
 ГРЯДКА НА БАЛКОНЕ
ГРЯДКА НА БАЛКОНЕ
Заинтересовавшись опытом энтузиастов, я тоже решил заняться балконным огородничеством. Но вместо грунта в громоздких ящиках использовал гидропонику в отдельных биомодулях.
Балконный... «НЕБО — НАШ РОДИМЫЙ ДОМ!»
«НЕБО — НАШ РОДИМЫЙ ДОМ!»
Я активный участник всевозможных парапланерных мероприятий, а теперь еще и летающий тренер. Таким образом, имею возможность близко наблюдать за развитием парапланеризма. И сегодня могу...
 Постоянным читателям нашего журнала и зрителям телевизионной передачи «Это вы можете» знакомо имя умельца из подмосковного города Троицка Юрия Михайловича Орлова. Разработанные и сделанные им станки и приспособления отличаются продуманностью конструкции, надежностью в работе и широкими возможностями, присущими универсальному инструменту. Всем этим требованиям отвечают предлагаемые вашему вниманию настольные прокатные вальцы.
Постоянным читателям нашего журнала и зрителям телевизионной передачи «Это вы можете» знакомо имя умельца из подмосковного города Троицка Юрия Михайловича Орлова. Разработанные и сделанные им станки и приспособления отличаются продуманностью конструкции, надежностью в работе и широкими возможностями, присущими универсальному инструменту. Всем этим требованиям отвечают предлагаемые вашему вниманию настольные прокатные вальцы.