В практике самодельщиков почему-то малораспространенным приспособлением является листогиб. Не думаю, что это объясняется редкостью выполняемых с его помощью операций, скорее — отсутствием информации о том, как его сделать. Мне, например, не приходилось встречать в журналах или технической литературе его описаний. А ведь такой несложный инструмент очень полезен: он позволяет даже неквалифицированному мастеру качественно изгибать заготовки из листового материала. При этом гарантируется отсутствие деформаций у отгибаемой части листа, чего невозможно достичь, пользуясь традиционной киянкой и оправкой. В опытном производстве нашего НИИ листогиб оказался незаменимым при изготовлении шасси радиоприборов, различных корпусов, кожухов, а также соединении листов в фальц.
При наличии сварки изготовить это приспособление не так уж сложно. Необходимо лишь иметь отрезки швеллеров и уголков с прямолинейными кромками.
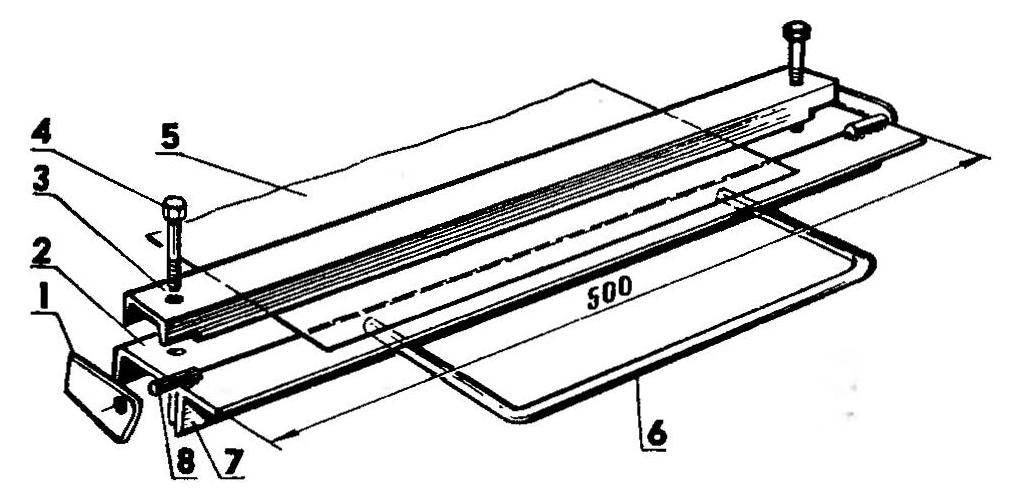
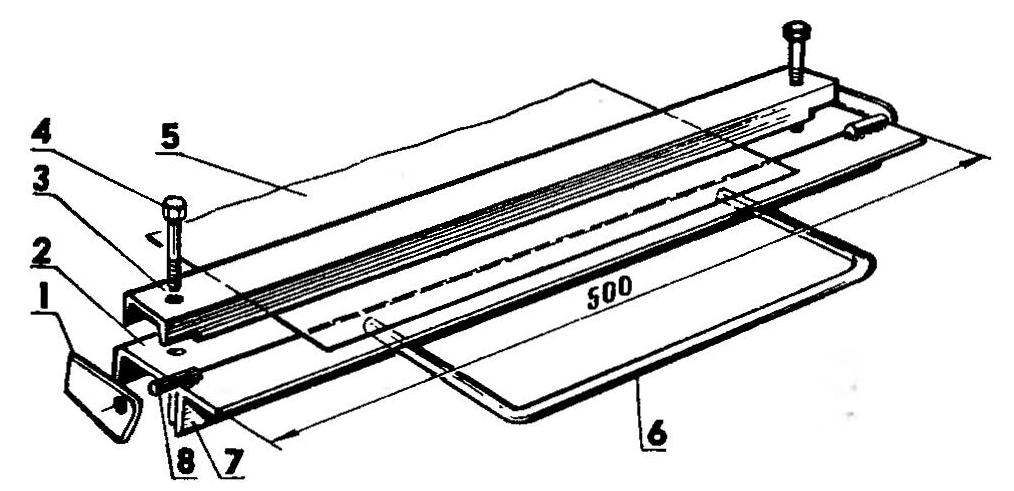
Листогиб состоит из основания, прижима и обжимного пуансона с ручкой-рычагом. Основание изготавливается из отрезка швеллера № 6,5 (можно № 8) длиной до 500 мм. Прижим и пуансон делаются короче его примерно на 5 мм. Прижим — из швеллера № 5. Строго по оси профиля сверлятся два отверстия диаметром 8,5 мм на расстоянии 30 мм от концов. Обжимной пуансон изготавливается из уголка № 5, причем желательно выбрать профиль со стенкой потолще. Ручка-рычаг выгибается в виде скобы из прутка арматурной стали диаметром не менее 15 мм и приваривается к уголку. Из обрезков листовой стали толщиной 5 мм изготавливаются щечки.
 В практике самодельщиков почему-то малораспространенным приспособлением является листогиб. Не думаю, что это объясняется редкостью выполняемых с его помощью операций, скорее — отсутствием информации о том, как его сделать. Мне, например, не приходилось встречать в журналах или технической литературе его описаний. А ведь такой несложный инструмент очень полезен: он позволяет даже неквалифицированному мастеру качественно изгибать заготовки из листового материала. При этом гарантируется отсутствие деформаций у отгибаемой части листа, чего невозможно достичь, пользуясь традиционной киянкой и оправкой. В опытном производстве нашего НИИ листогиб оказался незаменимым при изготовлении шасси радиоприборов, различных корпусов, кожухов, а также соединении листов в фальц.
В практике самодельщиков почему-то малораспространенным приспособлением является листогиб. Не думаю, что это объясняется редкостью выполняемых с его помощью операций, скорее — отсутствием информации о том, как его сделать. Мне, например, не приходилось встречать в журналах или технической литературе его описаний. А ведь такой несложный инструмент очень полезен: он позволяет даже неквалифицированному мастеру качественно изгибать заготовки из листового материала. При этом гарантируется отсутствие деформаций у отгибаемой части листа, чего невозможно достичь, пользуясь традиционной киянкой и оправкой. В опытном производстве нашего НИИ листогиб оказался незаменимым при изготовлении шасси радиоприборов, различных корпусов, кожухов, а также соединении листов в фальц.