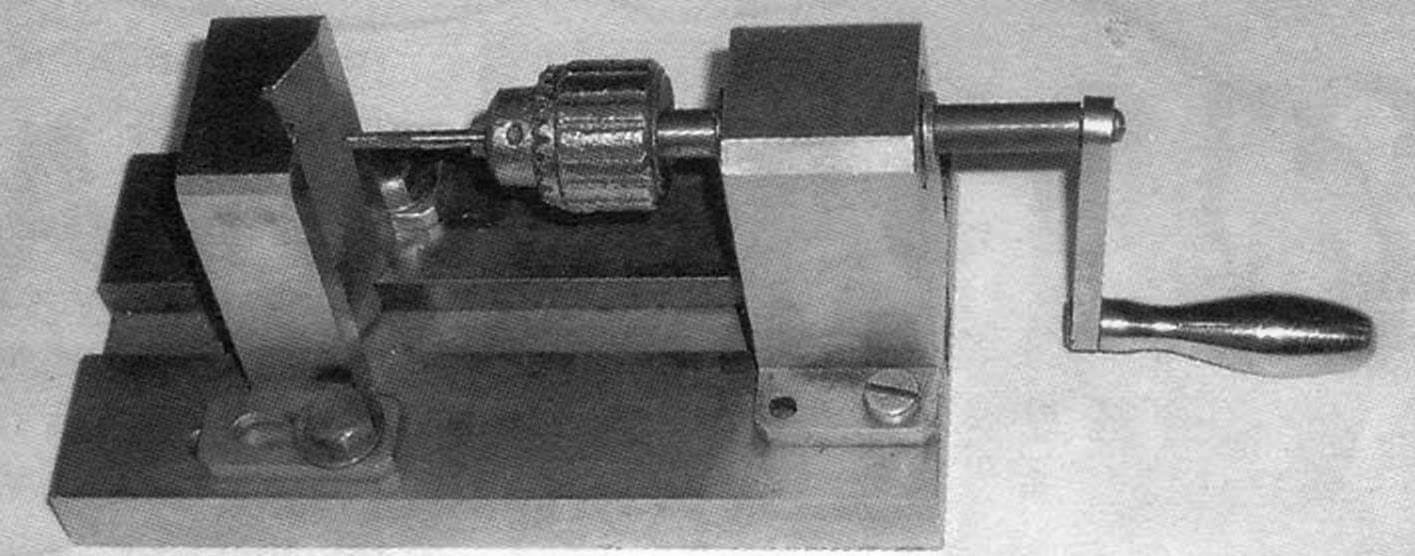
Моделисты, конструкторы-любители, просто домашние мастера в своем инструментально-станочном арсенале имеют немало различных приспособлений-«подручников», большей частью самодельных. Предлагаю их вниманию свое, которым пользуюсь уже много лет. В техническом творчестве это приспособление служит хорошим помощником как при нарезании в деталях внутренней резьбы метчиком, так и при сверлении отверстий под нее. При этом метчик (или сверло) заходит в заготовку без перекосов (строго под углом 90°) даже в круглые детали, а вероятность поломки инструмента, по сравнению с процессом нарезания резьбы воротком, становится намного меньше (практически исключается).
Приспособление несложное. Правда, не имея дома станочной базы, большинство деталей пришлось заказать специалистам. Но что делать — ведь в продаже подобных приспособлений я что-то не встречал.
Основание приспособления — стальная плита размерами 200x100x20 мм. В нижней плоскости плиты вырезано 4-мм углубление — оставлены лишь 10-мм буртики по периметру — для лучшей устойчивости даже на не очень ровной поверхности. В верхней плоскости вырезан продольный прямоугольный паз и просверлено несколько отверстий (как резьбовых, так и гладких) для крепления передней стойки-упора и задней бабки.
В стойке-упоре тоже выполнен продольный паз, но треугольный, — в таких удобнее удерживать цилиндрические детали при сверлении в них радиальных отверстий и нарезании резьбы.
Для монтажа стойки на основании к ней приварены (или изготовлены заодно) лапки К основанию стойка крепится двумя винтами М6. В лапках для винтов сделаны пазы. В зависимости от толщины заготовки стойку можно перемещать по основанию в пределах пазов или переставлять на другую пару отверстий М6.
При сверлении сквозных отверстий конец инструмента должен выходить из заготовки — для него в стойке тоже просверлено поперечное сквозное отверстие диаметром 10 мм. Для больших диаметров использование приспособления не столь эффективно — нажатия одной руки при нарезании резьбы в стальных заготовках (особенно при заходе) уже не хватает.
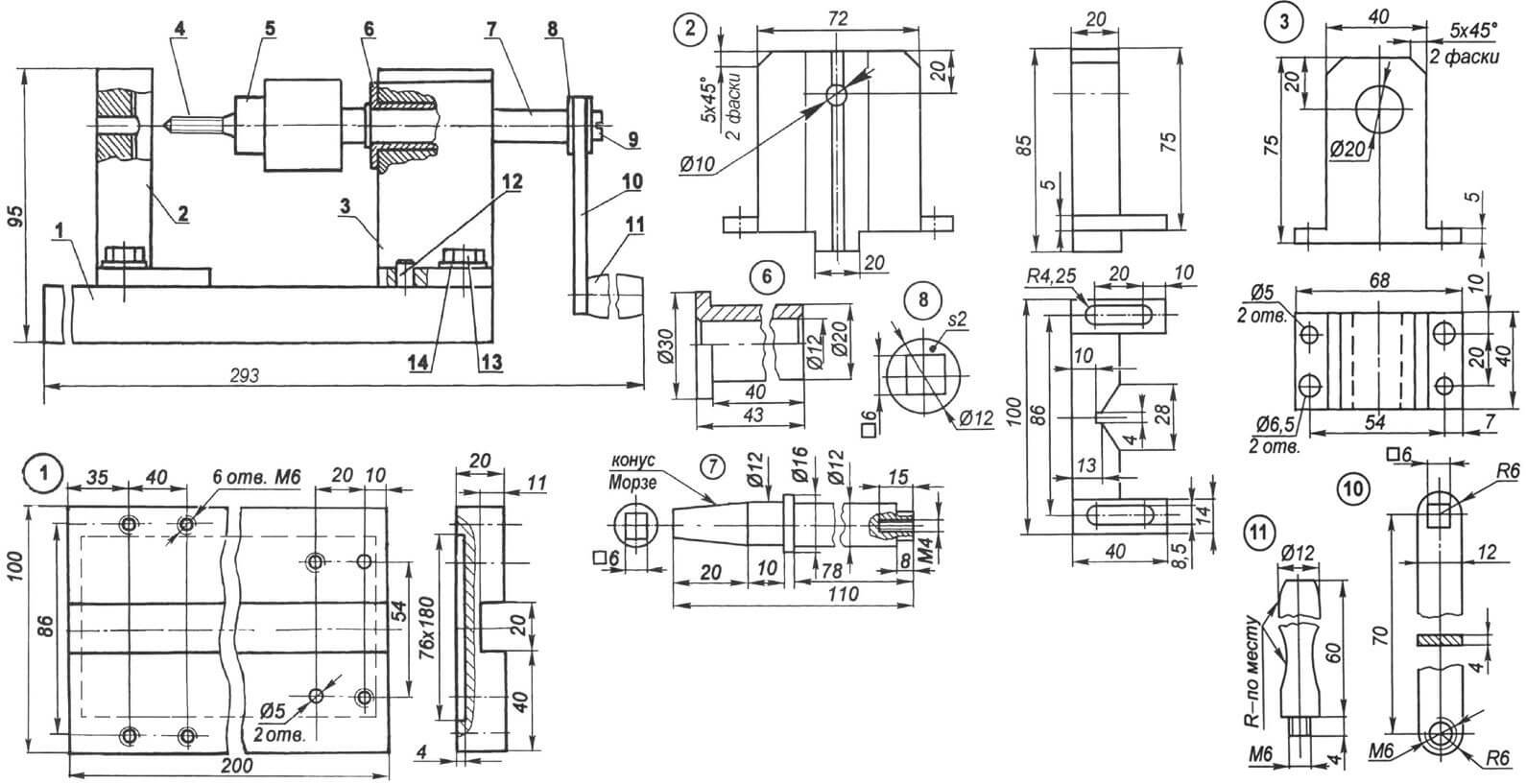
Задняя бабка — сравнительно массивная и широкая (для исключения перекосов вала) деталь. Она служит для удержания рабочего вала с патроном. Бабка выполнена, как и передняя стойка-упор, из стальной болванки с лапками, посредством которых крепится на основании двумя винтами М6 (но предварительно еще фиксируется двумя штифтами диаметром 5 мм). Только винты (а соответственно, и штифты) в ушках расположены по диагоналям.
Рабочий вал в задней бабке устанавливается в латунной втулке. Соприкасающиеся (трущиеся) поверхности обеих деталей для более легкого вращения вала смазаны солидолом.
Вал выполнен из сплошного стального круглого прутка. На одном его конце — конус Морзе № 2 (под патрон для зажима инструмента), а на другом — квадратный уступ для поводка (рычага) рукоятки. В торце вала со стороны уступа имеется резьбовое отверстие М4 для закрепления поводка соответствующим винтом с шайбой.
В заключение хочу дать совет, который будет полезен начинающим моделистам и самодельщикам. Для сверления отверстия под резьбу необходимо подобрать сверло строго соответствующего диаметра: если сверло окажется немного больше, то резьба будет слабой и может сорваться; если же поменьше — будет трудно нарезать резьбу, а то и просто сломается метчик. Поэтому соответствующие диаметры отверстий (сверл) под номиналы стандартных резьб привожу в таблице.
И последнее. При нарезании резьбы необходимо всегда применять смазку (машинное масло или специальную эмульсию) для облегчения работы метчика — тогда он прослужит долго.
Диаметры отверстий под нарезание метрической резьбы (мм)
| Диаметр резьбы | Шаг резьбы | Диаметр отверстия |
| 2,5 | 0,45 0,35 | 2,05 2,15 |
| 3 | 0,5 0,35 | 2,5 2,65 |
| 3,5 | 0,6 0,35 | 2,9 3,15 |
| 4 | 0,7 0,5 | 3,3 3,5 |
| 4,5 | 0,75 0,5 | 3,7 4,0 |
| 5 | 0,8 0,5 | 4,2 4,5 |
| 8 | 1,25 1 0,75 0,5 | 6,7 6,95 7,2 7,5 |
| 10 | 1,5 1,25 1 0,75 0,5 | 8,43 8,7 8,95 9,2 9,5 |
Ю. КУРБАКОВ, г. Тула
Рекомендуем почитать
 РОЖДЕСТВЕНСКИЕ ПОЛЕНА
РОЖДЕСТВЕНСКИЕ ПОЛЕНА
Ежедневно мы пользуемся огромным количеством вещей и уже практически перестали их замечать. Но оказывается в производстве незначительных на первый взгляд вещей кроется масса... С ПРИНУДИТЕЛЬНЫМ ВОЗДУШНЫМ
С ПРИНУДИТЕЛЬНЫМ ВОЗДУШНЫМ
Не без помощи публикаций «Моделиста-конструктора» смастерил себе на базе мотоцикла «Минск» универсальный мотоблок. Неплохой механический помощник получился, работящий. Основой его, конечно...