
 +ВИДЕО. Изобретение втулковых болтов в 1864 положило начало новой эры креплений. Болты с углубление можно закручивать без пауз на смену положения ключа — это сильно экономит время. Современные болты имеют самый разнообразный вид и используются в самых различных областях.
+ВИДЕО. Изобретение втулковых болтов в 1864 положило начало новой эры креплений. Болты с углубление можно закручивать без пауз на смену положения ключа — это сильно экономит время. Современные болты имеют самый разнообразный вид и используются в самых различных областях.
Все начинается с толстой катушки стали. Сталь проходит через головку на которой нож нарезает ее на маленькие болванки, затем их обрабатывают специальными инструментами. Пресс вдавливает их в форму для образования необходимого шестиугольного углубления, подходящего к муфтам и болтам. Чтобы очистить заготовки от смазки их промывают в спирали заполненной водой. Конвейер доставляет к компьютеризированному резаку, он срезает острые углы и создает наклон внутри ободка, чтобы болт проще входил в отверстие. На доработки профиля уходит несколько секунд.

Другой прибор затем делает паз на ведущем хвостовике, эта часть позже наложится на храповик. Мощный штамповщик затем наносит размер и логотип компании, когда детали готовы их отправляют в печь для закаливания. Быстрое охлаждение после нагрева делает металл твердым. Затем болты перетрясают в этой вращающейся корзине вперемешку с мелкими частицами металла. Это очищает и полирует изделия, но это еще не все.
Винты vpkru.ru помещают на вращающейся стол, так они попадают на шлифовальную ленту для интенсивной полировки. Разница видна невооруженным взглядом, но изделия должны быть безукоризненны, поэтому затем они попадают в ванну с керамическими камнями, там их травят в слабой кислоте, чтобы избавится от оставшихся мелких пятен. Потом их ждет хорошая мойка и полоскание перед хромированием. Будучи хромированными они выглядят слишком хорошо, чтобы быть погруженными в эту жижу, но это защитит их от ржавения. Затем болты запирают в центрифуге, она раскручивает их, чтобы избавится от лишних частиц нержавеющего покрытия. И вот настало время блеснуть работе.

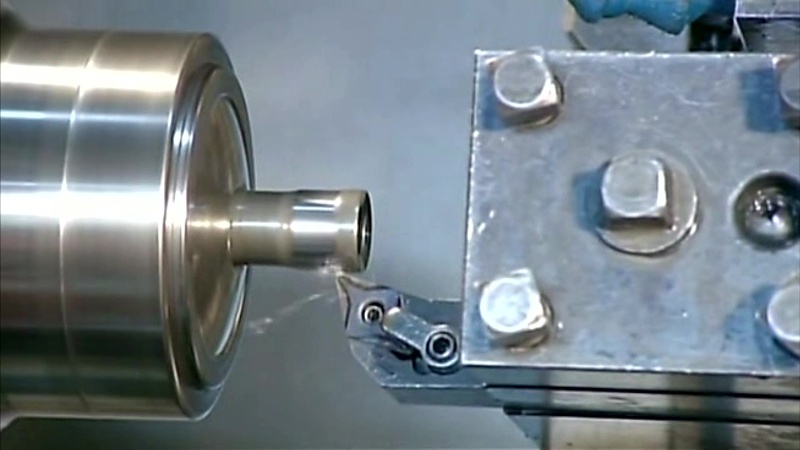
Дополнительные насадки увеличивают область использования таких болтов. Формовочный пресс начинает свое дело вгоняя стальные чушки в формы, чтобы создать грубую основу насадке. После чистки и мойки они оказываются на токарном станке. Заготовка вращается и специальные фрезы вырезают пазы, позволяющие приладить насадку к болту. Затем идет обработка с другой стороны, ее подгоняют под разные болты и стачивают стержень, чтобы уменьшить диаметр. Затем еще один пресс наносит рифленую текстуру с большим трением, чтобы держатся за него. В отверстие на конце насадки вставляются пружины из нержавеющей стали, на нее насаживается стальной шарик прямо на пружину. Еще один пресс вдавливает шарик внутрь, таким образом создается механизм к которому крепится болт. На полную сборку уходит 3 дня, ну а теперь вы сможете работать с деталями разной формы в любой ситуации.
С. РОМАНОВ, по материалам научно-популярной передачи «Как это работает?»
Рекомендуем почитать
 БОЛЬШИЕ И МАЛЕНЬКИЕ
БОЛЬШИЕ И МАЛЕНЬКИЕ
И КОНКУРЕНТЫ — ПОЗАДИ! За рубежом положение людей, увлеченных автомоделизмом, в отличие от нас довольно «затруднительное»: каталоги множества их фирм толстеют от изобилия... АВТОМОБИЛЬ НА КОНВЕЙЕРЕ
АВТОМОБИЛЬ НА КОНВЕЙЕРЕ
Ford-T - первый массовый автомобиль. Делать один автомобиль в месяц в начале XX века -задача непростая для бригады квалифицированных механиков и технологов, но выполнимая. Вполне реально...