
Существует множество вариантов конструкции стационарного электрорубанка. В основном они схожи между собой: есть сварной корпус с опорной плитой и смонтированные на корпусе приводной электродвигатель с ножевым валом. Однако в каждом случае используются различные комплектующие изделия и материалы, свои размеры и особенности изготовления, а главное — опыт применения станка. Данный электрорубанок предназначен для обработки поверхностей древесины за один проход шириной до 120 мм и глубиной обработки до 1,2 мм или шириной до 30 мм и глубиной до 8 мм.
Обрабатываемое изделие опирается на плиту с фигурным отверстием для ножевого вала. На опорной плите с помощью двух винтов М8 с пластмассовыми головками (но могут быть и под ключ) крепится направляющий угольник, препятствующий боковому смещению изделия при обработке. Снизу к опорной плите винтами М6 с потайными головками присоединены опоры подшипников ножевого вала. Поскольку не предусмотрены конструктивные меры защиты подшипников от пыли, применены шарикоподшипники с двумя защитными шайбами. На конце ножевого вала за пределами опорной плиты установлен шкив клиноременной передачи. Плита крепится десятью винтами М6 к корпусу, сваренному из стального уголка 20x20x3 мм. Три винта М6 с цилиндрическими головками через пружинные шайбы заодно с опорной плитой соединяют с корпусом предохранительный кожух над клиноременной передачей.
Электродвигатель размещается внутри корпуса и соединяется с ним при помощи двух опор в виде стальных полос, каждая из которых имеет по два отверстия Ø6,5 мм для крепления на. корпусе и по два паза, обеспечивающих установку и регулировку положения электродвигателя для натяжения ремня клиноременной передачи. Двигатель управляется с пульта, который располагается на корпусе спереди. Внутри пульта, под П-образной скобой, находятся два параллельно соединенных фазосдвигающих конденсатора (не электролитические!) емкостью по 4 мкФ. Снаружи на пульте смонтирован выключатель. От прямого попадания стружек и пыли электродвигатель защищен кожухом.
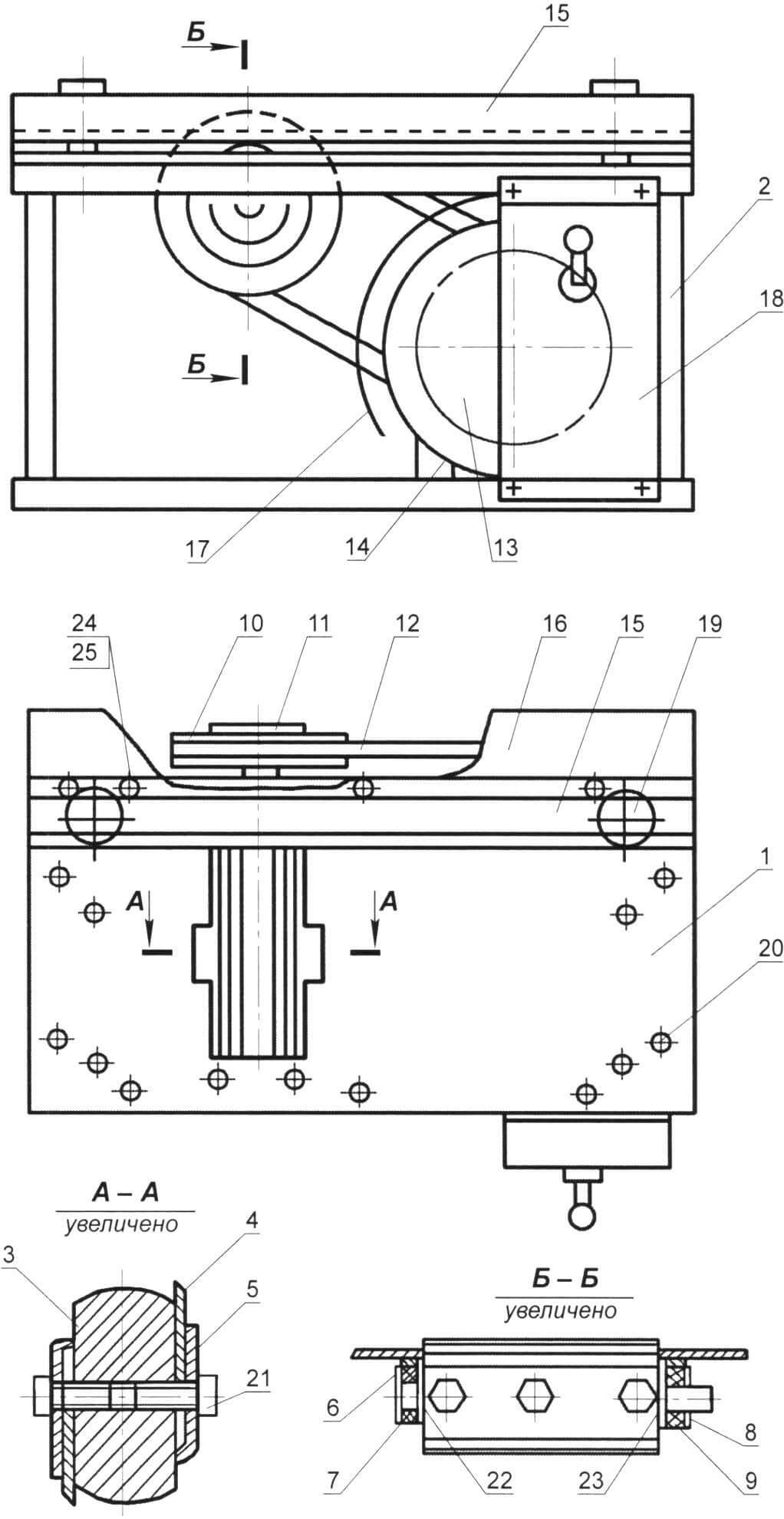
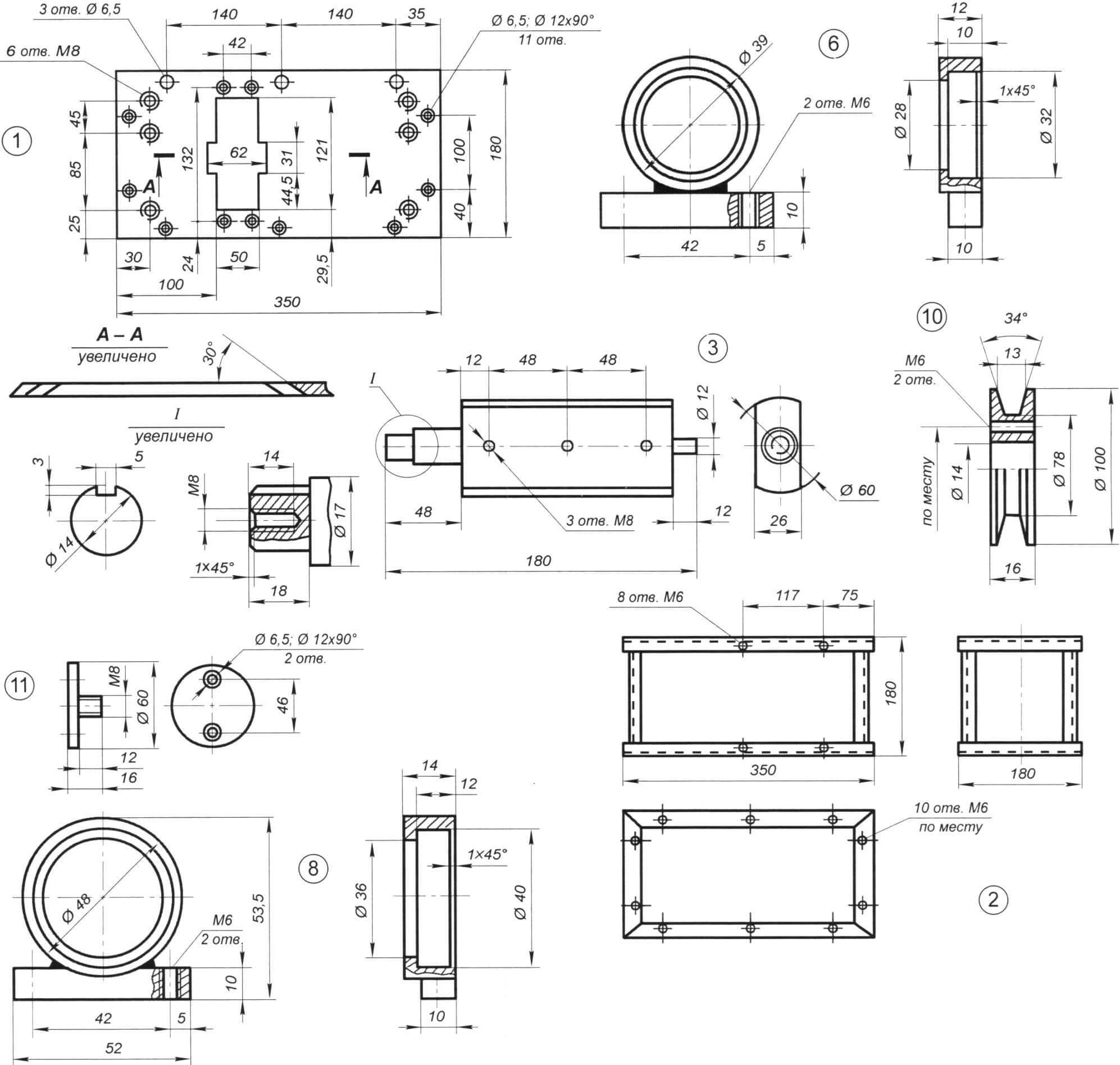
1 — плита опорная (сталь, лист 350×180 мм, s3 мм); 2 — корпус (уголок 20x20x3 мм); 3 — вал ножевой; 4 — нож (2 шт.); 5 — пластина (2 шт.); 6, 8 — корпуса подшипников (показаны условно); 7 — подшипник 80201; 9 — подшипник 80203; 10 — шкив ведомый; 11 — грибок (сталь, Ø60×12 мм); 12 — ремень клиновой (профиль А, 13×8 мм, L650 мм); 13 — электродвигатель ДАВ71-2;
14 — опора (сталь, лист 180×20 мм, s3 мм, 2 шт.); 15 — угольник направляющий (уголок 30x30x4 мм, L350 мм); 16 — кожух ремня (алюминий, лист 200×100 мм, s2 мм); 17 — кожух электродвигателя (алюминий, лист 200×160 мм, s2 мм); 18 — пульт управления; 19 — винт крепления угольника (2 шт.); 20 — винт М6х10 (с потайной головкой, 11 шт.); 21 — винт М8х16 (6 шт.); 22, 23 — шайбы; 24 — винт М6х12 (с цилиндрической головкой, 3 шт.); 25 — шайба пружинная (3 шт.)
Отмечу особенности изготовления некоторых деталей и узлов станка. Начинаем с опорной плиты. Наиболее трудоемко выполнить в ней фигурную прорезь для выхода ножей. Для этого можно воспользоваться электродрелью с отрезным кругом малого диаметра или просверлить по контуру отверстия и затем обработать прорезь напильником. После сверления крепежных отверстий в опорной плите по ним выполняются резьбовые отверстия в четырех верхних уголках корпуса. Перед сваркой к опорной плите всеми десятью винтами присоединяются верхние уголки, и к ним сваркой прихватываются остальные уголки корпуса. Затем опорная плита снимается, и корпус окончательно сваривается по контуру, сварные швы зачищаются. Особо тщательно — по плоскости прилегания корпуса к опорной плите. Зазоры здесь недопустимы, так как они могут вызвать вибрацию при работе электрорубанка.
После окончания сборки нужно убедиться, что ножевой вал вращается в направлении подачи, то есть против часовой стрелки, если смотреть со стороны пульта. Это имеет важное значение, так как способ закрепления клиноременного шкива на ножевом валу не допускает его вращения в обратную сторону. Перед началом работы необходимо аккуратно, без зазоров закрепить на верстаке корпус электрорубанка четырьмя винтами М6 через отверстия в его нижних уголках.
Ножевой вал оснащается двумя ножами шириной 120 мм или одним ножом для прорезания пазов. В последнем случае с противоположной стороны вала устанавливается противовес для устранения дисбаланса и вибрации. Каждый нож крепится с помощью прижимных пластин и трех винтов М8, ввернутых в сквозные резьбовые отверстия ножевого вала. Наиболее доступные заготовки для ножей — выработанные полотна ножовочных пил по металлу толщиной около 3 мм. Угол заточки режущих кромок должен быть в интервале от 30° до 40°. При фигурной заточке легко получить рельефные поверхности для обработки наличников, художественных рамок и т.п.
Тонкие и узкие профильные рейки (шириной менее 10 мм) можно заготовить, распилив продольно более широкую доску. При работе с узким ножом (менее 12 мм) не следует обрабатывать пазы глубже 8 мм из-за недостаточной прочности инструмента.
Юрий КАРИМОВ, п. Хурба (Хабаровский край)
Рекомендуем почитать
 МОДЕЛИСТ-КОНСТРУКТОР 2013-12
МОДЕЛИСТ-КОНСТРУКТОР 2013-12
МОДЕЛИСТ-КОНСТРУКТОР №12 2013г. В НОМЕРЕ: Общественное конструкторское бюро Г. Малиновский. АВТОЖИР БЕЗ МОТОРА В. Макагонов, А. Маркуша, М.Молчанюк. УЧИМСЯ ЛЕТАТЬ! Всё... БАГГИ — ПОДРОСТОК
БАГГИ — ПОДРОСТОК
На дорогах и кроссовых трассах Латвии в последнее время появляются новые спортивные микроавтомобили — багги, построенные на Центральной станции юных техников республики. Один из них —...